





每天寫下一段金句
詩人泰戈爾:
「有一個夜晚,我燒毀了所有記憶,從此我的夢就透明了; 有一個早晨,我扔掉了所有的昨天,從此,我的腳步就輕盈了。」
要有更多的看見,才能有更多的遇見,不要有成見,才能更多的看見
努力,不是為了取悅別人,而是喜悅自己
達賴喇嘛則認為:
「人會有嫉妒心,往往是因為太重視物質資產,而不注重真正的內在價值。」
他提出應對嫉妒心的方法是:
「要養成關懷他人的意識。一個人如果真懂得慈悲同理,
就算別人得到好東西或比你成功,你也會由衷為他們的好運感到高興。」
當我們祝福別人事事順心,自己也不會因此少一塊肉。
人生不是一場你輸我贏的遊戲,而是一段共同追求喜悅的旅程。在這個旅程裡,喜悅是取之不盡的。
達賴喇嘛所說:
「太自我中心的想法,是痛苦的溫床。關懷他人的平安喜樂,才是快樂的泉源。」
漁夫出海前,並不知道魚在哪,但還是會選擇出海,因為相信會滿載而歸,
很多時候,選擇了才有機會,相信了才會有可能!
努力不是為了要感動誰,也不是要做給誰看,而是要讓自己隨時有能力,
跳出自己厭惡的圈子,並擁有選擇的權力,用自己喜歡的方式,去過想要的生活!
法國思想家孟德斯鳩曾經寫過:
「如果你只想要幸福,很容易就能實現;可是我們總想要比別人更幸福,這件事永遠很難達成,
因為我們會高估別人的幸福。」
楊絳先生說:
我們曾經如此期待外界的認可,最後才發現,世界是自己的,與他人毫無關係。
著眼在共同 去接受彼此的不同
面對消沉與焦慮,踏出堅定的一步也勝過毫無作為。
蘇格拉底說:最優秀的人,其實就是你自己!
沒錯!我們要把每一天過得像最後一天!努力做優秀的自己
決定你成功或失敗的,不是你的目標,而是你的系統。
改變習慣最有效的方法,就是把焦點放在想要成為什麼樣的人,而不是想要達到什麼成果。
習慣不會限制自由,而是創造了自由。事實上,沒能掌握習慣的人往往擁有最少的自由。
有高度自制力的人不常待在充滿誘惑的環境裡。迴避誘惑比抗拒誘惑簡單。
最有自制力的,通常是最少用到自制力的人。
讓習慣簡單到就算沒有意願也會執行。讓好習慣變得更方便,你就更有可能會做。
習慣的養成取決於頻率,而不是時間。把重點放在行動,而不是啟動。
滾水會讓馬鈴薯變軟,但會讓雞蛋變硬。
你無法控制自己生來是顆馬鈴薯還是雞蛋,但你可以決定要比硬,還是比軟。
成功最大的威脅不是失敗,而是無聊。動力滿滿時,每個人都能努力打拼。
在工作不令人興奮時繼續努力,這種能力才是造就差異的關鍵。你必須愛上無聊。
無論處在多麼艱困的時代或是殘酷的時代,都要活得像個人。
人習慣以自己為中心思考、判斷事物;即使長大了,這種特性同樣根深蒂固。
等你長大後了就會明白,在廣大的世界上,能完全改變以自己為中心思考的習慣的人,其實非常稀少。
重要的不是世俗的眼光或其他,而是你自己必須從靈魂深處了解人到底是什麼地方了不起。
因為內心感到痛苦,我們才能在心裡好好認清人本來應該是什麼樣子。
像個男子漢一樣承認自己的過錯並因此感到痛苦,這正是天地之間唯有人才能做得到的事。
憤怒是健康的,憤怒也能讓我們看見自我一些重要的面向,包括真實的自我,以及我們在乎的是什麼。
一旦不再害怕去感受任何事情,一旦不再抗拒生活中的任何部分,神奇的事情就會發生:你找到了平靜。
你已經不是過去的自己了,縱使那些碎片仍然是你的一部分。
你並沒有因為痛苦而崩潰,你正在看著自己走出痛苦。
如果試圖強迫自己對某件事情『放手』,我們就會抓它抓得比以往更緊。
只有開始建立新的事物,你才能繼續走上人生的道路。
一旦建立一種新的生活,讓你能夠深深地沉浸並投入其中,
同時也讓你覺得興奮而有趣,那麼隨著時間的推移,你就會放手,並慢慢地忘記過去。
強大的人並不是最具攻擊性的人;攻擊性通常是一種自衛機制。
強大的人最不會擔心小事帶來的困擾,也最願意充分地處理和解決大事。
那些注定要進入你的新生活的人,將會在你的下一段生命中與你相識。
你將會運用那些能夠確確實實地促使你前進的事物,來建立一個新的舒適圈。
人們將不再只是喜歡你,而是愛你。人們將不再只是諒解你,而是會理解你。
任何卓越的成果,都來自於不凡的思考、平凡的行動、不甘於平凡的選擇。
只要改變心態、掌握正確方法,每個人都可以走出自己的路。勇敢的轉變
思想家愛默生曾經說過這句話:
「人天生要戰鬥,而不是休息。人在行動中展現力量;人之所以偉大,不是目標偉大,而在於轉變。」
記住過往,是為了讓自己不再重複犯同樣的錯誤;
忘記過往,是為了讓那些過往不再影響今後的自己!
每越過人生的一道坎兒,我們就會收穫一絲成長的力量,
每積攢下一絲力量,我們就會擁有更大的勇氣和能力去面對更坎坷的人生,
而每一次坎坷人生的超越,也必然會讓我們收穫更重要的人生智慧。
真正的自信來自於在關係中找到平衡,
既能夠尊重他人,又不會失去自我。
當你清楚自己的定位,知道自己是誰,
代表你也知道接下來要去哪裡。
當我們在人際互動中受傷時,想想是因為他人的言語太傷人?
還是我們的自尊太脆弱?
很多人一輩子都在抓別人對自己的喜歡,卻不知道其實自己喜歡上自己,
更是一個最快速讓內心平靜安心的解藥。
沒有看重自己,就別奢望別人會看重你。
要想擁有健康自信的情感關係,得先從穩定自己的內在開始。
如果你心態消極,你的整個身體都會受累。
消極的人會分崩離析,因為你無法得到樂觀養分的餵養。
面對消沉與焦慮,踏出堅定的一步也勝過毫無作為。
每一份職業與每一種生活,都有高尚的路與墮落的路,
有些人會選擇高尚之路,也有一些人會自甘墮落,
其他人則是在中間的迷霧裡隨波逐流。
做正確的事情,然後相信會有一個好結果。
無論發生什麼,一切都會好轉的。
斯多葛哲學的智慧:
「放下無法掌控的事,專注於可以掌控的事」。
「現在」是我們唯一能夠碰觸到的時刻;
「過去」已經從我們的手中溜走;
「未來」則在視線之外遙不可知。
想要活得快樂和有所收穫,我們必須認真活出現在。
站遠一點,看寬一點,想長遠一點,都不一樣了。
泓冠印刷/泓冠有限公司
Tel:(02)8281-4811 / 0915-663198
https://www.hgprint.com.tw/ http://www.deity.org.tw/
email:hgprint4811@gmail.com Line ID:@390bsiaf
#型錄 #目錄 #DM #海報 #書籍 #學報 #期刊 #寶寶日誌 #聯絡簿 #筆記本 #郵簡 #信封 #信紙 #彩盒 #表單 #複寫表單
#產品說明書 #仿單 #/保固書 #保固卡 #電腦報表紙 #吊牌 #吊卡 #布樣吊卡 #邀請卡 #名片 #傳票封面夾/





印刷專業用語
出血(bleed):出血線是用來界定圖片或色地的哪些部分需要被裁切掉的線。(出血線以外的部分會在印刷品裝訂前被裁切掉。所以也叫裁切線。);出血就是出血線以外的圖片或色地,也就是會被裁切掉的部分。
色域(color gamut):可以被彩色印表機處理的全部顏色。
分色(color separation):將原稿轉化為與彩色印刷過程相相容的結構形式的方法;把彩色原稿分解成為各單色版的過程。
色譜(color atlas):用標準黃、青、品紅、黑油墨,按不同網點百分比疊印成各種色彩的色塊的總和。
裁切線(crop marks):印在紙張周邊用於指示裁切部位的線條。
直接製版(direct-to-plate):將已排版的數位頁面檔由主電腦直接輸出到鐳射製版機,免除了底片的製作,也稱作CTP(電腦直接製版,computer-to-plate,印刷技術的進一步發展,不僅可由原稿直接製版,而且實現了電腦出版系統與印刷機直接介面,從原稿到印刷一步完成。)。
間接印刷(indirect printing):印版上圖文部分的油墨,經中間載體的傳遞,轉移到承印物表面的印刷方式。
照相排字機(filmsetter):雷射排版機的另一外名稱,主要用於製作圖像分色片。
電腦照相排版系統(computerized phototypesetting system):由字元及排版指令輸入裝置、校改裝置、校樣輸出裝置、控制裝置及照排主機等組成的成套排版設備。
四色印刷(four-color printing):用減色法三原色顏色(黃、品紅、青)及黑色進行印刷,如果作用橙、栗色入以褐黃色油墨進行印刷,不應將其稱「四色印刷」而應稱作「專色印刷」或「點色印刷」。
灰平衡(gray balance):色彩複製過程的重要特性。青、品紅、黃油墨或呈色劑的調合可以產生顏色空間中的非彩色中性灰。
平版印刷(planographic printing):用平版施印的一種印刷方式。
膠印(offset lithography):印版上的圖文先印在中間載體(橡皮滾筒)上,再轉印到承印物上的印刷方式。
膠印機(offset printing press):按照間接印刷原理,印版通過橡皮布轉印滾筒將圖文轉印在承印物上進行印刷的平版印刷機。
印刷工藝(printing technology):實現印刷的各種規範、程序和操作方法
彩色桌面出版系統(Desktop Publishing System, DTP):將圖像、文字輸入到電腦中,利用電腦進行圖像的處理與加工、圖形的繪製,然後將圖形、圖像、文字拼合成整頁版面,利用雷射排版機將此電子版面輸出,成為晒版原版。
原稿(original):製版所依據的實物或載體上的圖文資訊。
印版(printing plate):用於傳遞油墨至承印物上的印刷圖文載體。通常劃分為凸版、凹版、平版和孔版四類。
承印物(printing stock):能接受油墨或吸附色料並呈現圖文的各種物質。
製版(plate making):依照原稿複製成印版的工藝過程。
圖像製版(image reproduction):用手工、照明、電子等製版方法複製圖像原稿的總稱。
網目調(halftone, screen tone):用網點大小表現的畫面階調。
陽圖(positive image):在黑白和彩色複製中,色調和灰調與被複製物件相一致的圖像。
陰圖(negative image):在黑白和彩色複製中,色調和灰調與被複製對象相反的圖像。
拼版(make-up):將文字、圖表等依照設計要求拼組成版。
晒版(printing down):用接觸曝光的方法把陰圖或陽圖底片的資訊轉移到印版或其他感光材料上的過程。
晒版原版(block copy):用於晒版的圖文底片。
打樣(proofing):從拼組的圖文資訊複製出校樣。
預塗感光版(presensitized offsetplates):預先覆塗感光層,可隨時進行晒版的平版印刷,簡稱「PS」版,以其解析度高、網點光潔、耐印力著稱。
印後加工(post-press finishing):使印刷品獲得所要求的形狀和使用性能的生產工序,例如裝訂。
雙面印(perfect printing,又稱輪轉):用兩塊不同的印版,在同一承印物上同時完成正面和反面的印刷。
單張印刷(sheet-fed printing):以單張紙或其他單張材料為承印物進行印刷。
捲筒印刷(web-fed printing):以捲筒紙或其他捲筒材料為承印物進行印刷。
印刷品(printed matter):使用印刷技術生產的各種產品的總稱。
多色印刷(multi-color printing):一個印刷過程中,在承印物上印刷兩種及兩種以上的墨色。
膠印故障(offset printing trouble):在膠印過程中影響印刷正常進行或印品質量缺陷的總稱。
開本(format):把一張全開紙裁切成面積相等的若干小張,叫多少開數裝訂成本,即為多少開本。
堆紙(sheet piling):單張紙印刷前,將待印的紙張或承印物整齊地堆積在輸紙台上。
色令(color ream):平版印刷計量單位。以對開紙1,000張印一色為一色令。
印張(impression):一本書刊所用紙張數量的計量單位。以單張對開紙印刷兩面為一個印張。
晾紙(paper seasoning):印刷前對紙張進行吊晾,使紙張含水量與印刷車間的溫、濕度相平衡,以保持紙張尺寸穩定。
輸紙裝置(sheet feeder):膠印機中將所要印刷的紙張從紙堆上輸送到定位機構的裝置。
規矩(gauge):單張紙膠印機的紙張定位部件。
前規(front lay):使紙張在叼口邊緣準確定位的擋紙部件。
側規(side mark):使紙張側邊緣準確定位的部件。
遞紙(sheet transfer):將已定位的紙張等承印物,通過遞紙牙傳遞給壓印滾筒進行印刷。
叼紙牙(gripper):在印刷過程中,傳遞和交接紙張等承印物的部件。
遞紙牙(transfer gripper):從前規接過紙張等承印物,在與壓印滾筒同步時傳遞給滾筒的叼牙部件。
叼口(feed edge):單張紙印刷時,在印版和紙張等承印物前端留出的白邊。
收紙裝置(delivery unit):印刷機上收集印張的機構。
套印(bring into register):兩色以上印刷時,各分色版圖文能達到和保持位置準確的套合。
規矩線(register line):設置在印版邊緣的十字線和角線,校版和檢驗套準的依據。
套印不準(register difference):在套色印刷過程中,印跡重疊的誤差。
色標(color batch):用實地和(或)網目調色塊表示的基本色及其混合色的標準;製版印刷時也可作為各分色版的標記。
斑點(mottle):指油墨印在承印物上出現有深有淺的色調斑點。
粉化(chalking):指油墨印在承印物上,雖乾燥後而仍可被擦掉的現象。
堆墨(piling/build-up):指油墨在印刷過程中堆集在印版、墨輥和橡皮布上以致不能順利進行印刷的現象;油墨和其他物質沉積在墨輥或橡皮布上,形成浮雕狀的沉積物,影響油墨和印跡轉移。
蹭髒(set-off):指油墨由於固著得過慢以致污染壓在上面印品背面的現象;印在承印物上的印刷油墨,粘在另一印張的背面,造成蹭髒。
晶化(crystailliation):指油墨印在承印物上由於其過分地乾燥,表面結膜過於平滑,以致後印的油墨不能印得平整或完全印不上去的現象。
脫墨(stripping/rubbing off):指在膠版印刷過程中由於水墨平衡失調,以致在串墨輥上有部分油墨被水代替而不粘油墨的現象;金屬墨輥受潤濕液浸蝕發生氧化而排斥油墨的現象。
不下墨(ink retreating from foumtain roller):指在印刷過程中由於油墨不能在黑輥上順利地轉移而造成下墨量不一致或完全不下墨,以至出現印品色調深淺不一致和越來越淺的現象。
浮髒(tinting):亦稱油墨化水,是指平版油墨的組成物質與潤版藥水結合,而使印版及印品的非圖文區染有輕微淺淡的顏色。
起油膩(greasing):指印版非圖文區的憎墨性不佳,以至印品線條和網點鋪開擴大,圖又不清晰不完整。
起髒(scumming):指印品的非圖文區出現許多油墨污點;因印版潤濕不良,造成空白部分著墨。
糊版(pasting plate/filling in):指過粗過粘的油墨在印刷機上使紙屑、黑皮等顆粒雜質集中在印版的網點上,使印品模糊不清;由於印版圖文部分溢墨,造成承印物上的印跡不清晰,屬膠印印品故障。
透印(strike-throngh/print through):指印品上的油墨由紙面滲到紙背而見印跡的邊緣常有油漬出現;印在紙張上的圖文由背面可見。
罩光滲化(bleeding whenoverprinting):指印刷採用了不耐溶劑的油墨,在溶劑型罩光油罩光時,印品的印跡周圍滲色,網點模糊不清。
粘頁(blocking):指印刷採用了乾性慢的油墨,以至印品粘貼成塊。
針孔 pinholing:指油墨不能適當地潤濕承印物的表面而出現珠狀小孔露底的現象。
移轉(migration):指塑膠印品上的油墨轉移到背面或其他包裝製品上而使之受污染的現象。
細網點消失(image detail disappearing):指由於平版油墨油性不足或潤版水酸性太大,給水量太多,以至印品中的細網點消失的現象。
填充不良(poor filling):指由於雕刻凹版油墨太稠,太粘或太稀以致印品的細線條部分不連續,有斷開的現象。
實地(solid):印版上未加網的,全部均勻受墨的平面。
紫外線乾燥(UV curing):承印物上的紫外線油墨或亮光油通過紫外線照射,迅速聚合固化。
潤濕液(fountain solution):在印刷過程中用來潤濕印版的水溶液。
潤版(dampening):平印版在著墨前為了保持空白部分斥墨性能,用潤濕液將版面潤濕。
酒精潤濕(Alcohol dampening):在膠印潤濕液中添加酒精、異丙醇或其他醇類,降低水的表面張力,有利於潤濕印版。
潤濕裝置(dampening system):平版印刷機組成部分,用於輸送和調節潤濕液的機構。
條痕(streaks):出現在網紋平面上與滾筒軸向平行的條狀印痕,屬膠印印品故障。
掉版(image weakening):平印版的圖文細微調子變淺,網點和線條面積減小,甚至失去親墨性。
油墨乳化(ink emulsification):1.印刷過程中油墨吸收潤濕液的現象;2.由於油墨中吸收潤濕液過多而造成的印刷故障。
拉毛(ink picks):印刷過程中,因油墨太粘或紙張表面強度差,導致紙張纖維、填料或塗料從紙張表面脫落或被拉掉。
重影(ghosting):一稱鬼影,在印刷品上同一色網點線條或文字出現的雙重輪廓。
著水輥(form dampening roller):平版印刷機中將潤濕液塗布到印版上的輥。
水斗輥(water fountain roller):從水斗輸出潤濕液的輥。
串水輥(dampening vibrator):軸向串動的傳水輥。
輸墨裝置(inking unit):膠印機的組成部分,在每一印刷過程之前調節和傳遞油墨並將油墨均勻地塗布到印版。
著墨(inking up)透過墨輥將油墨塗布在印版圖文部分。
著墨輥(form inking roller):印刷機中將油墨塗布到印版上的輥。
墨斗輥(ink fountain roller):從墨斗中輸出油墨的輥。
勻墨輥(ink distributing roller):傳遞和碾勻油墨的輥。
串墨輥(ink vibrator):軸向串動的勻墨輥。
四色膠印(four-color offset printing):用黃、品紅、青和墨四種分色版經油墨疊印後可得到與原稿色彩基本相同的一種膠印方式。
印刷油墨(printing stock):在印刷過程中被轉移到承印物上的成象物質:一般由色料、連結料、填充料與助劑組成,具有一定的流動性和粘性。
橡皮布(blanket):膠印機上轉印滾筒的包覆物;包襯的組成部分。
滾壓(rolling):膠印機橡皮布滾筒和印版滾筒或壓印滾筒間在壓力下相對滾動。
滾枕(bearer):滾筒兩端用以確定滾筒間隙的凸起鋼環,亦是調節滾筒中心距和確定包襯厚度的依據。
印刷壓力(printing pressure):在印刷過程中壓印體之間相互作用的力。
壓印線(nip):「圓壓平」和「圓壓圓」印刷機的壓印體在互相作用的瞬間產生的接觸帶。
包襯(cylinder-packing):印刷機壓印體上或印版下的包覆物。
印版滾筒(plate cylinder):印刷機上圓柱形的印版或其支承體。
橡皮布滾筒(blanket cylinder):間接印刷中將印版圖文的油墨轉移到承印物上的轉印滾筒,其表面包裹橡皮布。
壓印滾筒(impression cylinder):印刷機上圓柱形的壓印體。
密度(density,光學密度 optical density):物體吸收光線的特性量度,即入射光量與反射光量或透射光量之比,用透射率或反射率倒數的十進對數表示。
色密度(color density):彩色畫面的密度,用透射率或反射率倒數的十進對數表示。
階調(tone):圖像資訊還原中,一個亮度均勻的面積的光學表現。
階調值(tone value):階調的量度。在印刷技術中通常用透射和反射的程度、密度表示。
測控條(control strip):由網點、實地、線條等測標組成的軟片條,用以判斷和控制拷貝、晒版、打樣和印刷時的資訊轉移。
龜紋(moire):由於各色版所用網點角度安排不當等原因,印刷圖像出現不應有的花紋。
色彩管理的內容:彩色管理的內容主要有三個方面,即校正(Calibration)、定特徵(Charat terization)和轉換(Conversion)。它們是彩色管理工作的三個基本內容,也是三個連續步驟。
校正是其他兩步的基礎,是保證系統正常工作的前提,校正的目的是使各有關的設備,如掃描器、顯示器、印表機等達到其出廠規定的標準參數。校正工作並不保證圖像是否與原稿相像,而是看各設備是否達到原設計指標。
設備在校正之後,就應進行定特徵。它特徵是輸入設備和輸出設備在經校正之後用什麼體制和範圍來表示彩色。不同的設備有不同的表示彩色的能力,其所能表示的顏色範圍並相同,定特徵就是確定輸入及輸出設備的顏色範圍或可再現的顏色是哪些。通常,定特徵就是建立描述設備顏色範圍的資料檔案,這種檔稱為設備描述檔(Profile)。從一些著名的彩色管理軟體發展公司能買到許多設備的設備描述檔,彩色管理系統依據用戶指定的輸入、顯示及輸出設備,從這些設備相應的設備描述檔中選取資料,以確定顏色範圍。
轉換是在已知的條件下,將圖像從一個設備的色域空間轉換到另一設備的色域空間。轉換的目的是要在螢幕上及最終印刷品上看到的顏色與原稿儘量一致。由於印刷輸出設備的色域空間範圍比原稿的色域空間範圍小,因此要對色域空間進行壓縮轉換。色域空間的轉換有多種:RGB到CMYK(掃描器到印表機)、RGB到RGB(掃描器到螢幕)、CMYK到CMYK(一種印表機到另一種印表機)。
泓冠印刷/泓冠有限公司
Tel:(02)8281-4811 / 0915-663198
https://www.hgprint.com.tw/ http://www.deity.org.tw/
email:hgprint4811@gmail.com Line ID:@390bsiaf
#型錄 #目錄 #DM #海報 #書籍 #學報 #期刊 #寶寶日誌 #聯絡簿 #筆記本 #郵簡 #信封 #信紙 #彩盒 #表單 #複寫表單
#產品說明書 #仿單 #/保固書 #保固卡 #電腦報表紙 #吊牌 #吊卡 #布樣吊卡 #邀請卡 #名片 #傳票封面夾/
雖然我們的生活愈來愈電子化,但紙張仍是日常生活裡不可或缺的元素。在使用紙張的同時,若又能確保沒有破壞性地毁林,確保紙張的來源和加工製作過程,實在非常重要。
怎樣才是真正的再生紙?
再生紙是一種以廢紙為原料,經過分選、淨化、打漿、抄造等十多個工序生產出來的紙張。而廢紙本身可以是下列三種:
工廠在生產紙張過程中的產生的邊角料


用前廢紙,即紙張出廠後,沒有經過消費者使用即被丟棄的紙張
用後廢紙,即經過消費者使用後的紙張,例如舊報紙、雜誌、書籍、包裝等然而,「工廠在生產紙張過程中的產生的邊角料」因為這樣的工序沒有經過迴圈利用,最多只是提高原料的綜合利用率,嚴格來說不能被稱為再生紙。
消費者可如何辦識綠色紙張?
國際上存在多種可持續森林認證體系,例如FSC,PEFC,SFI及 ASF等。這些認證在經濟、環境、社會方面的標準差異甚大,有時甚至會引起多種環境和社會問題。目前,FSC是世界上最嚴格的森林管理和林產品加工貿易體系認證,及國際上認可度最高的可持續森林認證體系之一,受到非政府環保組織和貿易組織支援。
消費者亦可以留意紙張上的標記︰
這標誌表示該產品使用循環再用物料生產,如果是紙張則表示該產品是再造紙。消費者可以放心購買。購買時你還應該留意產品使用循環再用物料的比例,如果標明「100%再造紙」,即代表它的物料全部來自循環再用的物料,也最為環保。一些紙張亦則只稱「使用再生紙含量30%以上的紙張」,或沒有注明是「用後廢紙」還是「工廠在生產紙張過程中的產生的邊角料」,這種模糊的定義會使不良的企業放棄用以減少「邊角料」產生的革新技術,反而選擇直接將「邊角料」重新加入到木漿中去生產所謂的「再生紙」。消費者可以訂購紙張時向製造商了解清楚。
根據多家國際環保組織2011年聯合撰寫發佈的《On the Ground 2011》報告PEFC、MTCC、AFS等認證體系也存在著包括轉化天然林為人工林、破壞瀕危物種棲息地等的各種問題,大家要小心選擇。
而好像加拿大Kenogami森林使用的SFI認證,則其實近四分之三的森林在過去74年裡,被砍伐得滿目瘡痍,當中不乏樹齡百年以上的,而包括狼獾在內的多種動物的棲息地也被嚴重毀壞。所以並非各種認證也可以放心使用的。
綠色和平從2000年起向出版及印刷業推廣森林友好型紙張(即100%再生紙或者FSC認證的紙張),並在加拿大、英國等9個國家帶動了印刷出版行業變革。我們也一直推動中國的作家和出版社使用森林友好型紙張印刷書籍,截至2011年9月,我們就推動了19本共計41萬冊圖書使用森林友好型紙張印刷出版,共減少了1000噸的二氧化碳排放量。
你在日常生活中也可以幫忙減少浪費,保護森林! 參考我們一系列的生活建議,默默守護每一棵樹。
泓冠印刷/泓冠有限公司
Tel:(02)8281-4811 / 0915-663198
https://www.hgprint.com.tw/ http://www.deity.org.tw/
email:hgprint4811@gmail.com Line ID:@390bsiaf
#型錄 #目錄 #DM #海報 #書籍 #學報 #期刊 #寶寶日誌 #聯絡簿 #筆記本 #郵簡 #信封 #信紙 #彩盒 #表單 #複寫表單
#產品說明書 #仿單 #/保固書 #保固卡 #電腦報表紙 #吊牌 #吊卡 #布樣吊卡 #邀請卡 #名片 #傳票封面夾/
紙張規格/紙張開數
在規格中來說說紙張開數。
開數一直存在於我們的生活中,最常見的像是國小美術課使用的八開圖畫紙、印表機用的a4影印紙就是一例。而開數就是紙張的面積大小代稱。
自發明造紙術以來,各家紙廠生產的紙張大小不一,導致後續加工及買賣上造成很大的困擾,於是在1786年,德國科學家訂定的國際紙張標準(iso 216),以的矩形將紙分為a系、b系、c系。
紙張規格統一後,印刷便能製式化生產,也就帶動了印刷的發展。除了國際紙張標準外,各國習慣有歐規、美規、日規…等。
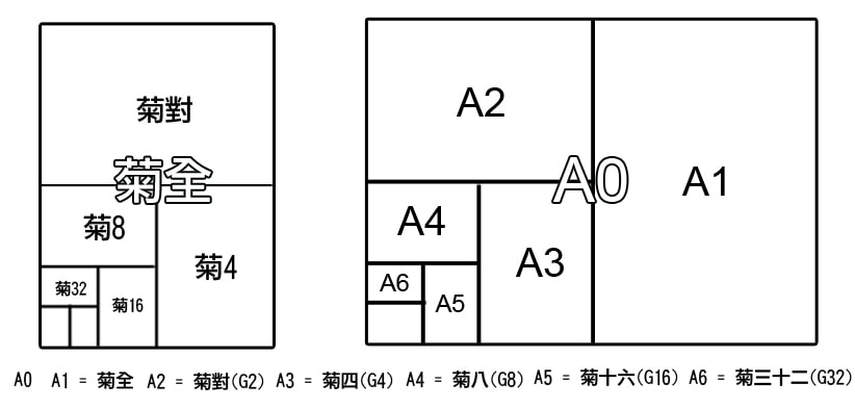
台灣受日本影響頗深,所用的菊版(25*35)及四六版(31*43)與國際紙張標準的a、b、c系列又有些不同。
有些國外適用的規格在台灣不見得可行,所以下列皆以台灣現行紙規做介紹。
菊版:25"x 35"吋,所以要說菊版也可以,說25x35 也可以。
英文是取菊版的G來代替,但此用法僅用在台灣。
開數使用舉例來說一張DM,
完成尺寸A4(21*29.7cm),
完成尺寸A3(42*29.7cm),
完成尺寸A2(42*59.4cm),
完成尺寸A1(84*59.4cm)
菊版紙張規格依所需求分幾令、磅數…等資訊。
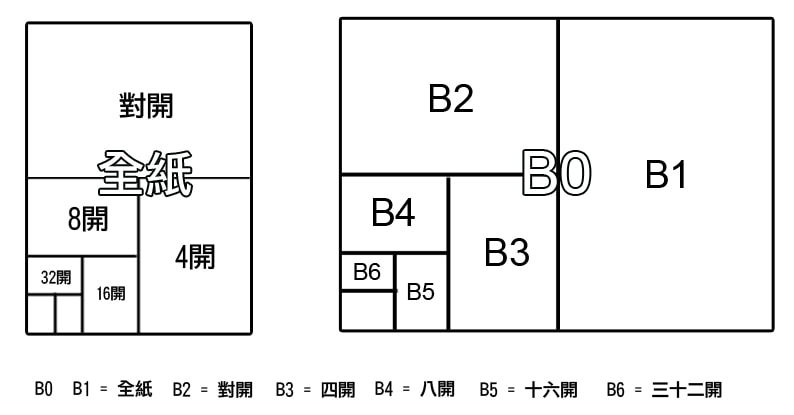
全紙:31"x 43"吋,所以要說全紙也可以,說31x43、四六版也可以(31*43吋及四尺六尺)。
四六版是台灣用法,台灣由於印刷機台最大尺寸是全開機A1。
客戶要求要印A0的海報,實際上在台灣的A0指的是菊全,但菊全其實等於A1的尺寸。
紙張裁切尺寸 紙張國際標準尺

.png)
泓冠印刷/泓冠有限公司
Tel:(02)8281-4811 / 0915-663198
https://www.hgprint.com.tw/ http://www.deity.org.tw/
email:hgprint4811@gmail.com Line ID:@390bsiaf
#型錄 #目錄 #DM #海報 #書籍 #學報 #期刊 #寶寶日誌 #聯絡簿 #筆記本 #郵簡 #信封 #信紙 #彩盒 #表單 #複寫表單
#產品說明書 #仿單 #/保固書 #保固卡 #電腦報表紙 #吊牌 #吊卡 #布樣吊卡 #邀請卡 #名片 #傳票封面夾/
造紙產業可分為上、中、下游。上游係指造紙原料,包含原生紙漿或再生紙漿,中游包含各類紙品生產,包括印刷書寫用紙、家庭用紙、包裝用紙、瓦楞紙箱用紙、紙板(白紙板、灰紙板、其他紙板) 、其他紙張(如特殊紙、棉宣紙、敬神紙)等等,下游則是進行裁切、軋型、裝訂、印刷、包裝等加工,串聯文化出版、農業、食品、民生用品、水泥、及其他製造生產等各型產業。
紙漿
造紙原料,包含原生紙漿或再生紙漿。台灣目前僅有中華紙漿一家會員廠生產短纖原生紙漿,採用硫酸鹽法,以氫氧化鈉和硫化鈉混合液為蒸煮劑,採連續式蒸煮法製成,廣泛使用於文化用紙,家庭用紙,包裝用紙,紙箱/紙板用紙,特殊紙及漿塑產品。
台灣林木資源利用有限,造紙原生紙漿消費量(約100萬公噸)其中五分之四仰賴國外進口,台灣造紙廠堅持採購人工作物林採伐與負責任管理的驗證紙漿(FSCTM),以行動保護熱帶雨林及原始林、維護森林生態平衡,堅守友善地球綠色信念。
除了原生紙漿,造紙廠利用回收瓦楞紙箱、紙板、辦公室用纸、紙容器、稻麥秸稈等等資源,歷經散漿、篩選、磨漿、成型等步驟重新成為不同種類紙品,造紙再生紙消費量(約400萬公噸),其中三分之二需求量量自國內收購,不足三分之一需求量國外進口,以國內優先,是資源循環利用的最佳典範。
文化用紙
(一)印刷書寫塗布紙
紙張表面經白土、碳酸鈣,或其他顏料如二氧化鈦、塑膠顏料等,和接著劑混合處理,以改進顏色、光澤度及印刷適性者。
1. 美術銅版紙
2. 銅版紙
3. 輕量塗布紙
4. 微量塗布紙
(二)印刷書寫非塗布紙
1. 特級(道林紙)
2. A級(模造紙)
3. B級(印書紙)
4. C級(印刷紙)
5. 有色印刷紙
6. 圖畫紙
7. 招貼/單光紙
(三)薄葉紙
基重約在35公克/平方公尺以下之紙類。
1. 打字紙
2. 聖經紙
3. 郵封紙
4. 香煙紙
5. 格拉辛紙
(四)新聞紙
以回收紙漿、機械漿或兩者摻和,不上膠製成輕度壓光之紙,供報紙及雜誌印刷之用。
(五)電話簿用紙
以回收紙、漂白機械木漿及化學漿混合的配料製紙,供印製電話簿之用。
查詢生產會員廠(文化用紙_塗佈)
查詢生產會員廠(文化用紙_非塗佈)
家庭用紙
(一)平版式衛生紙
100%以100%紙漿或經脫墨之漂白再生紙漿或摻用部份原生機械漿抄製起縐而不加膠,吸水性良好之紙。切成長方形者稱為平版衛生紙。供一般廁衛用紙。
(二)抽取式衛生紙
以100%紙漿或經脫墨之漂白再生紙漿或摻用部份原生機械漿配料及抄製方式同上,切成長方形單層或雙層以上再加摺疊成包者。
(三)捲筒衛生紙
以100%紙漿或經脫墨之漂白再生紙漿或摻用部份原生機械漿配料及抄製方式同上,單層或雙層以上相疊剖成適當寬度,同時捲成適當直徑之圓筒形者。且每一適當長度加以切痕以利扯用。
(四)紙餐巾
以100%紙漿或經脫墨之漂白再生紙漿或摻用部份原生機械漿抄製起縐而不加膠,吸水性良好之紙,常經壓花,截切成不同尺寸之矩形,單、雙或三層相疊。供餐桌上使用。
(五)面紙
以100%漂白化學漿製造,不加膠,但加不脫粉劑,吸水性佳。單層或多層,供擦拭人體用。
(六)廚房紙巾
不加膠,加有濕強劑,吸水性佳,供廚房用。
(七)擦拭紙巾
配料不限漂白漿及脫墨漂白漿,不加膠,加有濕強劑,吸水性佳,亦有加除塵劑者,供擦手用或為抹布之替代品。
(八)吸水紙
以100%漂白紙漿或摻以脫墨漂白漿抄製,不加膠,吸水性佳,可供衛生棉吸收層之用。
(九)生理棉
以吸水紙、棉狀紙漿和強力吸水材料(高分子吸收體)組成之吸收體等製成。
(十)紙尿褲
以類似生理棉之吸收材料組成,尺寸外型不同於生理棉,有嬰兒及成人用兩種。
瓦楞紙箱原紙
(一)牛皮紙板
亦作「裱面紙板」,種類分為特A,A,B,C級,供製瓦楞紙箱外層用紙,視需要,也可添加濕強劑。
(二)白牛皮紙板
面漿以漂白牛皮紙漿為主要原料,供製瓦楞紙箱外層用紙。
(三)瓦楞芯紙
用製瓦楞紙箱之內層或中芯為目的。
白紙板
(一)灰底塗布白紙板
100%正面以漂白紙漿、中底層以廢紙漿或其他未漂白紙漿製成紙板,再經塗布,以機械法或毛刷法打光表面平滑光亮。可供彩色印刷,主要用於製盒。
(二)白底塗布白紙板
正、底兩面用漂白紙漿,中層用廢紙漿或其他未漂白紙漿製成紙板,再經機上塗布以機械或毛刷法打光,而成表面平滑光亮。可供彩色印刷,主要用於製盒或卷宗用。
(三)非塗布白紙板
基本配料同上1,但不經塗布及加光,供一般紙盒及卷宗用。
(四)全白紙板
以全化學漂白木漿抄製,供大型海報、鏡框襯墊、賀卡、名片等使用。
其他紙板
(一)灰紙板
100%廢紙再生抄製,主用於製盒。
(二)紗管紙板
以廢紙再生漿,摻以未漂半化學漿,視需要可加增強劑抄製。低基重者供捲筒衛生紙中芯紙管用,中基重者供大型捲筒紙及捲筒紙板中芯紙管用。高速用抄管,則以紙力較強者加工製造。
泓冠印刷/泓冠有限公司
Tel:(02)8281-4811 / 0915-663198
https://www.hgprint.com.tw/ http://www.deity.org.tw/
email:hgprint4811@gmail.com Line ID:@390bsiaf
#型錄 #目錄 #DM #海報 #書籍 #學報 #期刊 #寶寶日誌 #聯絡簿 #筆記本 #郵簡 #信封 #信紙 #彩盒 #表單 #複寫表單
#產品說明書 #仿單 #/保固書 #保固卡 #電腦報表紙 #吊牌 #吊卡 #布樣吊卡 #邀請卡 #名片 #傳票封面夾/
非碳紙(N.C.R.)簡介
一、非碳紙的起源:
1953年美國的NCR公司(National Cagh Rogister Co.,Ltd)現為Appleton Papers Inc.所發明,經過1/4世紀才開始實用化,台灣在近十年來辦公室 自動化,電腦普及後NCR紙用量大增,取代傳統碳紙之複寫方式。台灣比 日本、美國先進國家慢了十五年才有生產製造,用量僅為日本的1/20。品質都是以日本系統為主,有別於部分歐美系統。
二、發色原理:
非碳複寫紙(No Carbon Required paper,簡稱NCR) 紙張的一面塗布微膠囊(CB),囊內含有色素,另一面塗布顯色劑 (CF面) ,使用時須 CB面與CF面相對應,當紙張受壓時,CB面之微膠囊破裂,色素逸出並與CF面之顯色劑反應而發色,利用此原理而達到複製效果。
一般(NCR)可分為上用紙、中用紙、下用紙三種,可依複製要求張數的多寡而調配組成。
■非碳紙分為上、中、下紙三種
上紙(CB):原紙的內面由發色膠囊塗佈而成。
中紙(CFB):原紙的表面由顯色劑,內面為發色膠囊塗佈而成。
下紙(CF):原紙的表面由顯色劑塗佈而成。
■發色膠囊(4-6um粒子徑)是由無色染料溶解在不揮發性之合成油或礦物油中 分散成小油滴外圍由塑膠膜包覆硬化而成,壓破後在顯色劑CF面 反應而發色。
■目前發色膠囊之表面塑膠膜大部分都使用合成樹脂,其粒子徑平均,抗濕耐溶劑,性能較穩定,以前初期用天然膠質包膜有效安全期較短。
■顯色劑目前日本系統均為有機酸樹脂,如酒石酸水楊酸樹脂,耐候性較佳,歐美有部分使用酸性白土顯色,在濕熱台灣較不適合。
二、非碳複寫紙 -詳情
非碳複寫紙(NCR)是經特殊隱形塗布加工而成的特種紙,一般由三種紙類配頁裝訂組成, 分別為上紙(CB),中紙(CFB)和下紙(CF)。
上紙背面均塗一層微細膠囊(內含發色劑),中紙正面塗有顯色劑而背面塗含發色劑的微細膠囊,下紙正面塗顯色劑。
當以筆或印表機將壓力傳遞到上述組合紙堆時,上紙、中紙背面的膠囊受壓破裂,釋放膠囊內的發色劑與中紙、下紙正面的顯色劑接觸併產生化學反應,從而使字跡顯現顏色。
台灣目前NCR紙的顯色通常為藍色。根據上述顯色原理,一般在二聯複寫使用時,用一張上紙和一張下紙,二聯以上的增加中紙便可。
除了由上紙、下紙以及中紙組成的標準無碳複寫紙外,還有將染色膠囊和顯色劑塗在原紙同一表面組成的自顯紙(Self-Contained (SC) Paper)。只需在自顯紙上面疊放任何紙張,並進行書寫或衝擊式的壓印,均會在自顯紙上產生顏色圖像。
三、非碳複寫紙 -特點
1、複寫時免墊「複寫紙」,直接書寫方便省時,複寫聯數2-6頁,可以極大地提高工作效率,
適應現文書作業上需要 。
2、副本字跡清晰、鮮明,不退色,能防止塗改、仿偽造。
3、不污染手指,衣物和其他文具紙張,保持清潔乾淨。
4、具有各種顏色(如:白、藍、紅、黃、綠色)、易於識別處理。
5、紙質優良,表面平滑順暢,比28克彩打紙結實,不易損壞,印刷色彩艷麗。
6、不含有害原料及異味,安全可靠,顯色後圖文可保存15年以上。
使用上注意事項
非碳紙在使用及印刷過程中有其先天的限制,使用時務必特別注意之。
■碰撞及摩擦:
非碳紙雖然有適度的保護其不當的發色,但過度的碰撞及摩擦,還是有 顯色的可能,應注意之。
■日光直射:
非碳紙若經日光照射,紙色及顯色的濃度有變淡的情形,顯色效果不良 。
■酒精甲苯有機溶劑類等,附著在非碳紙時發色濃度會變淡,效果變差宜 注意。
■機械油,燈油,化粧品類等油脂附著在顯色面紙時會變透明看不清楚, 發色文字消失的情形發生,應儘量避免接觸。
■一般事務用品如卷宗、桌墊等有使用軟性之PVC材質,其PVC通常含 有可塑劑,紫外線吸收劑,劣化防止劑等化學藥品有時會緩慢釋出情形 ,長時間接觸時顯色文字會消失,顯色效果不良宜改用PE,PP類塑膠材質為宜,還有漿糊、印泥、橡皮擦、螢光筆等用品亦會有上述情形發生。
■背碳紙及一次複寫紙因含有油脂等與非碳紙共用時避免與顯色面直接接 觸,引起顯色文字褪色。
■使用減感油墨印刷時,對原子筆、印台、印泥之文字會產生褪色變色之 影響。
■搬運時注意避免碰撞、彈落、需用繩索捆包時宜用厚紙板多層保護,捲 筒紙不宜在地面滾動,應站立存放在乾燥地方。
■紙張裁切上,中紙應適度保護避免過度壓力、印刷操作時亦同。
印刷時注意事項
■紙張檢查:
印刷前上、中、下紙印刷面正反順序應確實正確。
平版品:開封上面為印刷面。
捲筒品:外表為印刷面
■紙張直橫向:
同一份傳票直橫向不宜混用,造成伸縮不齊,分離膠效果不良。
■印刷油墨:
電腦報表印刷油墨不宜使用粘性太大油墨,應適度調整軟度,減感油墨 印刷時使用耐減感之油墨。
■印刷加工時防止不當發色,裁紙裁壓,印壓儘可能減輕。
■防止伸縮:
印刷前開封後避免長時間放置受潮,Offset印刷時之加濕棒,應儘量減 少水量,印刷室裝訂地方濕度不宜過大,印刷後到裝訂注意濕度變化。
產品用途:
收據、發票、複寫式表單、帳單、合約書、契約書、同意書、電腦用連續報表紙.....等聯單

泓冠印刷/泓冠有限公司
Tel:(02)8281-4811 / 0915-663198
https://www.hgprint.com.tw/ http://www.deity.org.tw/
email:hgprint4811@gmail.com Line ID:@390bsiaf
#型錄 #目錄 #DM #海報 #書籍 #學報 #期刊 #寶寶日誌 #聯絡簿 #筆記本 #郵簡 #信封 #信紙 #彩盒 #表單 #複寫表單
#產品說明書 #仿單 #/保固書 #保固卡 #電腦報表紙 #吊牌 #吊卡 #布樣吊卡 #邀請卡 #名片 #傳票封面夾/
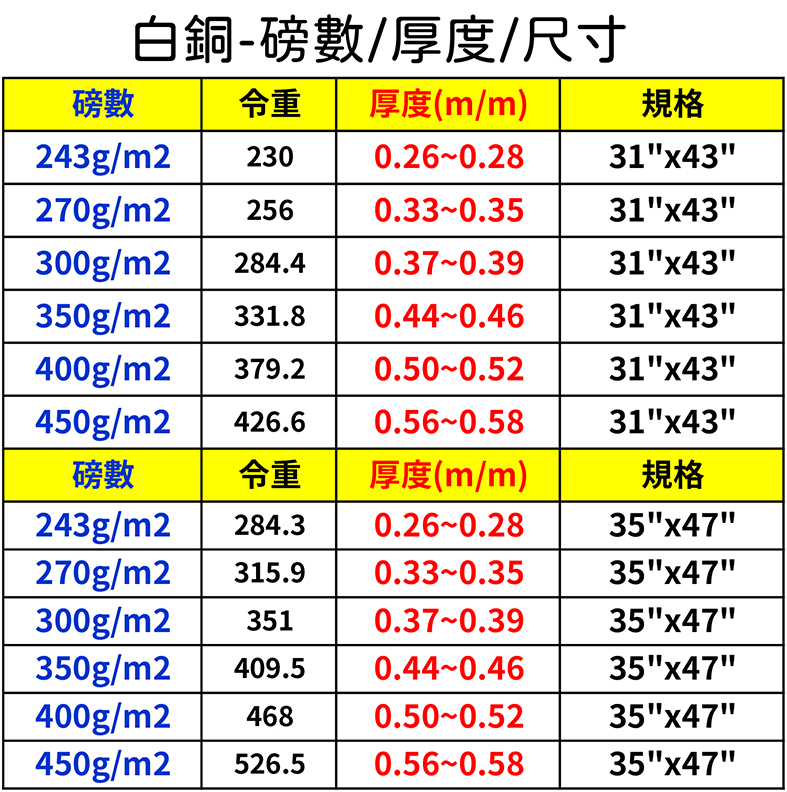
產品名稱:白銅(白銅卡)
特色:
正面-單面塗佈白底卡紙,塗佈面平滑光亮,可作精緻彩色印刷,雙面白 (正面-白面滑面)
反面-紙面紙底為白色,但紙底未塗佈(反面-白色粗面 灰色紙芯)
用途:
帳冊封面、傳票封面、會計憑證封面、蛋糕盒、藥妝盒、POP、撲克牌、紙廣泛適合手作、割型、書籍當封面,封底做保護,單面彩色之說明書、傳單、裱背用紙、海報及商品標貼等。
厚度/基種:
配合傳票封面使用裁切規格如下:
A5-21.3x15cm
A4-21.3x30cm
中一刀-24.6x14cm
可客製化裁切 請先聊聊 詢問
可依需求尺寸裁切,可在選項中查看
可做為小卡/吊牌/吊卡/文字卡/閃卡使用
客製化商品出貨時間約1~3個工作天
紙本發票需請下單時,備註統編、抬頭
#傳票封面 #小卡 #紙板 #封面 #封底 #襯衣墊 #服飾隔板 #襯墊 #灰銅 #白銅 #模型紙 #底板 #墊板 #底板 #會計帳封面 #色卡
泓冠印刷/泓冠有限公司
Tel:(02)8281-4811 / 0915-663198
https://www.hgprint.com.tw/ http://www.deity.org.tw/
email:hgprint4811@gmail.com Line ID:@390bsiaf
#型錄 #目錄 #DM #海報 #書籍 #學報 #期刊 #寶寶日誌 #聯絡簿 #筆記本 #郵簡 #信封 #信紙 #彩盒 #表單 #複寫表單
#產品說明書 #仿單 #/保固書 #保固卡 #電腦報表紙 #吊牌 #吊卡 #布樣吊卡 #邀請卡 #名片 #傳票封面夾/
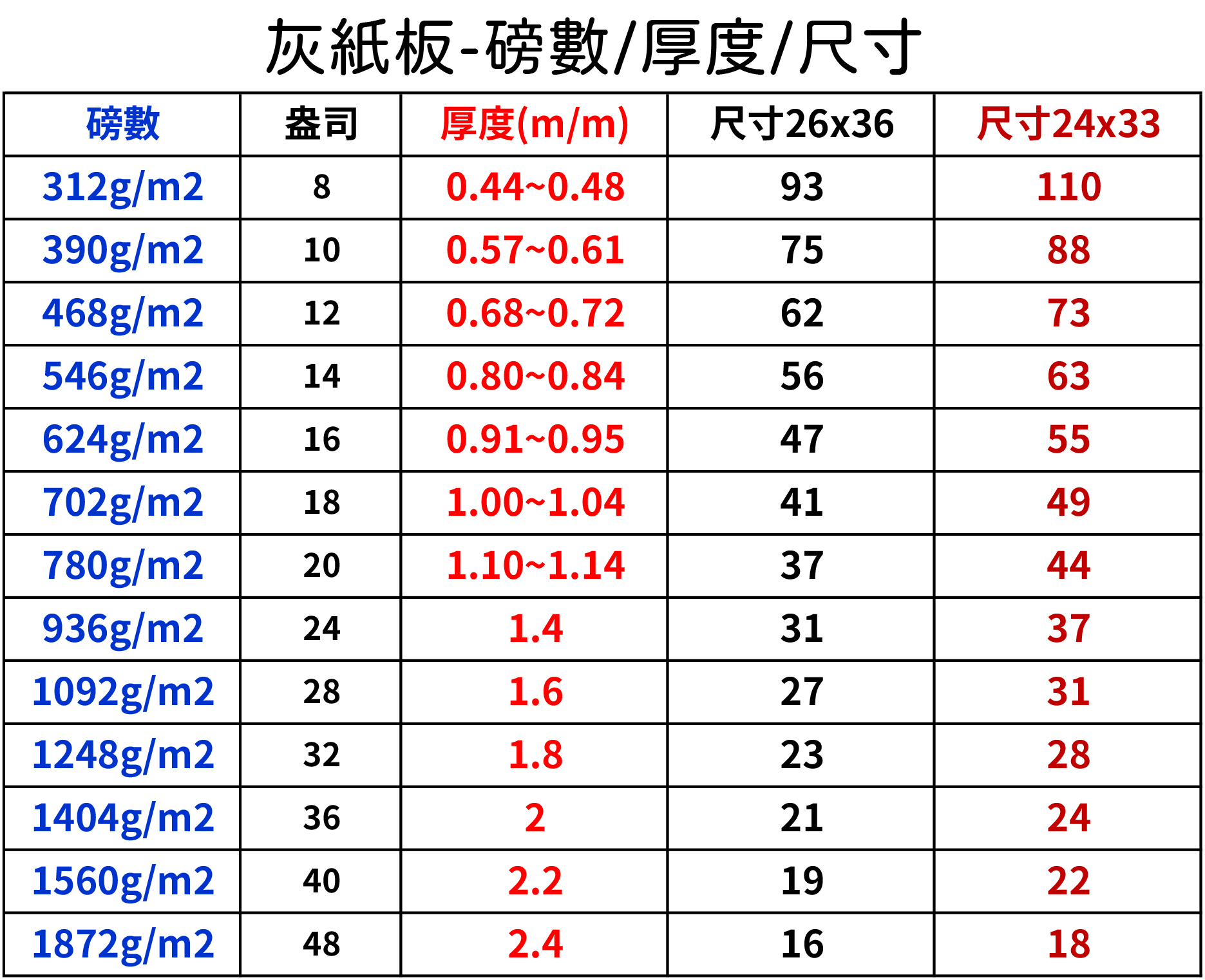
灰紙板-磅數-厚度-尺寸
灰紙板:
灰紙板是由一種用再生廢紙製成的紙板,是一種環保型包裝材料。
主要用途:包裝盒子、廣告用板、資料夾、相框背板、箱包、精裝書本、收納盒、樣本、襯板、拼圖、隔板等。
泓冠印刷/泓冠有限公司
Tel:(02)8281-4811 / 0915-663198
https://www.hgprint.com.tw/ http://www.deity.org.tw/
email:hgprint4811@gmail.com Line ID:@390bsiaf
#型錄 #目錄 #DM #海報 #書籍 #學報 #期刊 #寶寶日誌 #聯絡簿 #筆記本 #郵簡 #信封 #信紙 #彩盒 #表單 #複寫表單
#產品說明書 #仿單 #/保固書 #保固卡 #電腦報表紙 #吊牌 #吊卡 #布樣吊卡 #邀請卡 #名片 #傳票封面夾/

印刷完稿須知1.
設計稿送印刷一定要做出血!名片的出血為每邊出0.1cm。其他的都是每邊出0.3cm。
印刷完稿須知2.
請勿使用四色黑的填色,或四色總值超過300%以上的填色,以免油墨慢乾造成背印的情況。
印刷完稿須知3.
底圖填色,請勿低於5%,否則顏色太淺無法印刷。框線設定,至少為0.25pt/0.076mm以上,才能印刷。
印刷完稿須知4.
填色設定一律以「CMYK」的色彩填色,勿以特別色或RGB填色。
印刷完稿須知5.
所使用的文字,需轉成曲線或建立外框,且清除不必要的文字雜點。
印刷完稿須知6.
請將所有的印件內容置於同一頁面上的單一圖層,以避免檔案處理時,發生物件漏印。
印刷完稿須知7.
雙折名片、邀請卡……(上下翻的)的正面應該是"倒反"的圖像,如果特別要做在下像時,要在旁邊加註說明文字!表示"就是要正像"!
印刷完稿須知8.
若檔案設計時四邊有貼邊的色塊容易於裁切時造成背印,建議使用雙霧或雙亮之材質紙張印製。
印刷完稿須知9.
點陣圖(如:tif、psd、jpg、eps檔)解析度設300dpi,完稿時不用繪製黑框或裁切線只需將檔案尺寸設定為含出血尺寸即可。
印刷完稿須知10.
局部上光(燙金、打凸、刀模線…等)的黑版一律要用K100製稿。
印刷完稿須知11.
K100的色塊或線條填色全為黑色直壓,故黑色色塊不可襯有其他顏色,以避免造成疊色,其他顏色填色屬性切勿設定到疊印或直壓。
印刷完稿須知12.
存檔時請存所使用的軟體版本,降轉版本容易資料或效果遺落,造成印刷錯誤。
泓冠印刷/泓冠有限公司
Tel:(02)8281-4811 / 0915-663198
https://www.hgprint.com.tw/ http://www.deity.org.tw/
email:hgprint4811@gmail.com Line ID:@390bsiaf
#型錄 #目錄 #DM #海報 #書籍 #學報 #期刊 #寶寶日誌 #聯絡簿 #筆記本 #郵簡 #信封 #信紙 #彩盒 #表單 #複寫表單
#產品說明書 #仿單 #/保固書 #保固卡 #電腦報表紙 #吊牌 #吊卡 #布樣吊卡 #邀請卡 #名片 #傳票封面夾/
裝訂與摺紙
裝訂方式:
■ 騎馬釘
■ 膠裝 ■ 穿線膠裝
■ 線圈裝訂
■ 精裝
■ 資料夾封面裝訂
■ Ω釘裝訂
■ 斬型裝訂
■ 拉頁
摺紙加工
摺紙卡片、郵件廣告、型錄、小簡介、地圖等常須利用摺紙的方式,讓印刷物的外觀有不同的變化。
摺頁的方式有很多種,
如4頁1摺、8頁十字摺、6頁包摺、6頁S摺、8頁平行摺、彈簧摺、
6頁開門摺、8頁開門摺、8頁S型摺….等等。

仿單說明說-對折 Ø 規格:10.5x7cm
Ø 用紙:50磅道林紙 Ø 印刷:雙面單色
泓冠印刷/泓冠有限公司
Tel:(02)8281-4811 / 0915-663198
https://www.hgprint.com.tw/ http://www.deity.org.tw/
email:hgprint4811@gmail.com Line ID:@390bsiaf
#型錄 #目錄 #DM #海報 #書籍 #學報 #期刊 #寶寶日誌 #聯絡簿 #筆記本 #郵簡 #信封 #信紙 #彩盒 #表單 #複寫表單
#產品說明書 #仿單 #/保固書 #保固卡 #電腦報表紙 #吊牌 #吊卡 #布樣吊卡 #邀請卡 #名片 #傳票封面夾/
名片/名牌/識別證/酷卡/燙金/打凸
常用名片規格
一般規格90 x 54mm
一般規格90 x 50mm
細板規格90 x 45mm
細板規格90 x 40mm
細板規格90 x 35mm
名片材質
230P平面卡:
屬高級進口紙,紙面平滑,色彩飽和度高,名片印刷常使用此紙種。
250P平面卡上亮P:
紙張平面卡,印刷後上亮膜,具平面卡的特性,且更加亮麗,可選擇單亮膜與雙亮膜的效果。
250P平面卡上霧P:
紙張平面卡,印刷後上霧膜,且更加亮麗,可選擇單亮膜與雙亮膜的效果。
250P上P+局部上光:(雙霧或雙亮)
紙張為平面卡,印刷後先上雙霧膜或上雙亮膜,再依設計需求做單面局部上亮光,最能表現出獨特的設計質感。
200P萊妮紙:
常見之美術紙,紙張的吸墨性強,印刷色彩稍沉,具十字紋路,質感佳,頗受歡迎之紙類。
200P象牙紙:
紙張纖維紮實平整,印刷色彩稍沉,紙張色澤柔和。
200P安格紙:
具平面卡的特性,紙面有細紋,擁有特殊質感。
200P水彩紙:
屬高等級的美術紙,吸墨性強、質感優、但不易乾,一般常用於西畫中。
180P晶鑽紙:
紙質類似象牙卡,印刷後色澤沉穩,紙張經光線折射呈現點狀閃爍光澤,具有獨特的質感與效果。
150P斯不破:
塑膠卡材質,表面光亮,線條鮮明,缺點為不易吸墨,不易乾。
240P星幻紙:
紙張充滿"古典奢華"的質感,明顯顯現豐富的色調與高雅的氣度。
200P合成紙:
塑膠卡的一種,表面平滑,色彩稍沉,油墨不易乾。
泓冠印刷/泓冠有限公司
Tel:(02)8281-4811 / 0915-663198
https://www.hgprint.com.tw/ http://www.deity.org.tw/
email:hgprint4811@gmail.com Line ID:@390bsiaf
#型錄 #目錄 #DM #海報 #書籍 #學報 #期刊 #寶寶日誌 #聯絡簿 #筆記本 #郵簡 #信封 #信紙 #彩盒 #表單 #複寫表單
#產品說明書 #仿單 #/保固書 #保固卡 #電腦報表紙 #吊牌 #吊卡 #布樣吊卡 #邀請卡 #名片 #傳票封面夾/
常用信封尺寸
下列信封為較常用之信封樣式。■方便您詢價、製作時參考 常用信封尺寸:中式信封:12K、15K(中心糊、側邊糊)
道林紙(120g)、白牛皮紙(100g)、赤牛皮紙(84g、100g)、黃牛皮紙(100g)、骨紋紙_白色(80g、100g)、骨紋紙_米色(80g、100g)、萊妮紙_白色(90g)、細紋紙_白色(90g)、細紋紙_淺米色(90g)
01.中式信封 15K: 22×10.3 cm
02.中式信封 12K: 12×23 cm

中式公文封:9K、6K、4K(中心糊、側邊糊、中心糊開窗)
道林紙(100g、120g)、白牛皮紙(100g、120g)、赤牛皮紙(100g、120g)、黃牛皮紙(100g、120g)
03.中式信封 9K: 17.2×21.8 cm
04.中式信封 大9K: 18×24 cm
05.中式信封 6K: 18.5×31 cm
06.中式信封 4K: 25×33 cm
07.中式信封 大4K: 29×38.5 cm

西式/歐式信封:
道林紙80g100g、白牛皮紙100g。
08.歐式信封 15K: 22×10.3 cm
09.歐式信封 12K: 23×12 cm
10.西式信封 12K: 23.1×11.5 cm
11.西式信封 12K 開窗: 23.1 x 11.5 cm。
開窗位置可任意移動,但須離邊一公分以上。
開窗尺寸可為 11×2.5 cm、10×4 cm 或 13.5×3 cm。

信封加工:口水膠加工/撕線加工/機器貼雙面膠/手工貼雙面膠/開窗/燙金。開窗加工
100g(不含)以下紙張磅數無止指定開窗加工。
口水膠加工
限西式12K信封、歐式信封15K/12K信封樣式可以指定該項加工,
中式信封、公文封無法指定該項加工。
撕線加工
西式12K信封、歐式12K信封樣式可以指定該項加工,
中式信封、公文封及其它尺寸皆無法指定撕限加工。
泓冠印刷/泓冠有限公司
Tel:(02)8281-4811 / 0915-663198
https://www.hgprint.com.tw/ http://www.deity.org.tw/
email:hgprint4811@gmail.com Line ID:@390bsiaf
#型錄 #目錄 #DM #海報 #書籍 #學報 #期刊 #寶寶日誌 #聯絡簿 #筆記本 #郵簡 #信封 #信紙 #彩盒 #表單 #複寫表單
#產品說明書 #仿單 #/保固書 #保固卡 #電腦報表紙 #吊牌 #吊卡 #布樣吊卡 #邀請卡 #名片 #傳票封面夾/
名片設計是商業設計中相當重要的一環,好的名片設計能夠讓客戶第一眼就吸引別人的目光,不過,可別小看一張小小的名片,真的要設計出一張好看又出色的名片,需要注意的項目可不少。
今天,我們就來跟大家分享一些名片設計時要注意的基本觀念。
最常使用的名片尺寸是90 x 54 mm,這是一般我們拿到的名片中數量最多的,而大部分的企業尤其是商業、金融、管理類型的企業最常使用這種尺寸的名片。
而設計藝術或創意類型的工作,為了要展現自己的特色尺寸和外型就相當多元。
如果你需要設計特殊尺寸的名片,一定要先跟印刷廠商確認是否能夠製作?費用要多少?當然外型越特殊的名片需要製作刀模來成型,製作成本就越高。
二、選擇顏色與材質
了解客戶的屬性以及企業主色調之後,選擇合適的顏色、使用的材質,顏色的部分請選擇CMYK,如果用到特殊色的部分,請記得去校色。必須瞭解每一種紙張的材質以及紙張上面呈現的顏色效果,是最基本的功夫。
舉例而言,如果希望呈現出鮮豔的顏色,就不適合使用水彩紙,因為吸墨性強顏色相對會變暗。
三、選擇印刷方式
數位印刷、合版印刷、還是獨立版印刷費用都不盡相同。一般而言,如果對顏色很要求的話,建議不要選擇合版印刷,因為顏色跟你預想的效果不高。如果有特殊的造型需要開刀模來成型模,就必須選擇獨立版印刷方便後續加工與精準度。
四、是否有特殊工法
局部上光、上霧膜或是上亮膜,這部分就要再另外製作一個上光的檔案,如果需要局部上光,除了提供原本的正反面有顏色的檔案之外,還需要另外提供與原檔案位置相同的你要局部上光地方的檔案給印刷廠。如果是圓角或者是中間有簍空的部分,也需要再提供檔案。最重要的是,一定要跟印刷廠商確認一下是否能夠製作及所需之費用。
五、要顯示的資訊與字體大小
基本上一定需要的訊息有「姓名」「電話」「email」「公司名稱」「地址」,這部分一定要跟客戶再三確認,如果有任何一個資訊錯誤的話,重印是絕對逃不掉的。另外就是字體大小,有時候為了設計感把字體設計得很小,會影響閱讀性,尤其客戶的年紀較大時,千萬要避免這種情形。
六、注意出血尺寸
出血是為了要方便裁切,大部分是四個邊都要多出1 mm的空間出來,不過每家印刷廠商需要的出血尺寸不一,請先跟印刷廠商確定。
另外,重要資訊千萬不要擺得太旁邊,要不然電話號碼如果少一個就糗了。
七、避免在名片四周使用邊框
雖然使用邊框會有一種強化中間訊息的效果,不過由於裁切名片的時候可能會有誤差,如果使用邊框的話,很有可能讓四邊看起來不一致,整體的細緻度會下降。
八、文字轉外框
這已經是最基本不過的觀念了,不過還是常常有人忘記,印刷廠商就得要再打電話來麻煩你轉外框。這樣會增加很多作業時間,而且有點不專業,切記切記。
九、存檔的格式
和你合作的印刷廠商做好溝通,看他們需要甚麼樣類型的檔案,如果使用向量檔,請記得Ai存檔的版本要是印刷廠商有的。有時候太新的版本,他們不一定會有。
十、確認印刷數量與相關資訊
送印的時候,記得要把印刷數量、紙質、工法、印刷方式確認清楚,這樣一來可以提高工作效率,同時也能夠減少溝通上需要往來的時間以及可能發生的誤差。
最後我們從「創意與靈感」上挑選了一些有創意的名片案例,跟大家分享一下,希望能夠給大家一些名片設計的靈感。
當然,也歡迎大家平常多多到上面來找尋自己的創意、設計靈感喔!
名片設計是商業設計中相當重要的一環,好的名片設計能夠讓客戶第一眼就吸引別人的目光,不過,可別小看一張小小的名片,真的要設計出一張好看又出色的名片,需要注意的項目可不少。
今天,我們就來跟大家分享一些名片設計時要注意的基本觀念。(更多閱讀…..)
印刷完稿須知?
印刷完稿須知?當設計品完成送印刷前,12句話確保你印刷品正確無誤!(更多閱讀…..)
印刷與設計
用指定特別色(特色,專色)方式印刷,乃為想要更亮、更鮮艷的顏色,而這些顏色是傳統CMYK方式套印不出來的,這些更亮、更鮮明的顏色往往能給人更強烈的視覺衝擊。
許多公司都會在公司LOGO為某種特別色,而其所有印刷品也都需要採用規定的色號製作。(更多閱讀…..)
印刷與市場
數位衝擊下,紙本書市場的生路?傳統紙本書籍跟電子書比較起來,刷量較小的書籍在經濟上沒有成本規模,往往絕版了之後很難再版。「隨需印刷」技術(PRINT ON DEMAND)的成熟不但解決倉儲成本、退書銷毀的環保議題、也讓個人出版或小出版社更有發展空間。(更多閱讀…..)
2018年全球工業印刷產值將超1,030億美元
近日發布的關於全球工業印刷市場的研究報告顯示,全球工業印刷市場產值自2008年之後便以年均13.4%的速度成長,2013年全球工業印刷市場產值已達437億美元。未來全球工業印刷市場將會以更快的速度成長,預計到2018年全球工業印刷市場產值將超過1,030億美元。(更多閱讀…..)

泓冠印刷/泓冠有限公司
Tel:(02)8281-4811 / 0915-663198
https://www.hgprint.com.tw/ http://www.deity.org.tw/
email:hgprint4811@gmail.com Line ID:@390bsiaf
#型錄 #目錄 #DM #海報 #書籍 #學報 #期刊 #寶寶日誌 #聯絡簿 #筆記本 #郵簡 #信封 #信紙 #彩盒 #表單 #複寫表單
#產品說明書 #仿單 #/保固書 #保固卡 #電腦報表紙 #吊牌 #吊卡 #布樣吊卡 #邀請卡 #名片 #傳票封面夾/
〈蒙娜麗莎〉
無論希特勒如何咆哮
蒙娜麗莎
總是輕輕地含笑
無論史達林如何警告
蒙娜麗莎
是淡淡地帶笑
無論紅衛兵如何鼓噪
蒙娜麗莎
總是淺淺地匿笑
無論達芬奇的密碼怎解
蒙娜麗莎
總是神祕地偷笑
無論木槌拍賣了幾億
蒙娜麗莎
總不改她的笑意
無論被盜走或是追回
蒙娜麗莎
總是同樣地名貴
無論我此詩發不發表
蒙娜麗莎
怎麼會收起倩笑
無論瘂弦說有無必要
蒙娜麗莎
一徑如此地睇笑
藝術史,排行榜,真蹟或贗品
蒙娜麗莎
總不肯開口置評
牙痛乎,心悸乎,其他隱病乎
蒙娜麗莎
只望著醫生痴笑
都過了五百多年了呢
誰見過蒙娜麗莎不笑
〈鄉愁〉
小時候,
鄉愁是一枚小小的郵票,
我在這頭,
母親在那頭。
長大後,
鄉愁是一張窄窄的船票,
我在這頭,
新娘在那頭。
後來啊,
鄉愁是一方矮矮的墳墓,
我在外頭,
母親在裡頭。
而現在,
鄉愁是一灣淺淺的海峽,
我在這頭,
大陸在那頭。
〈鄉愁四韻〉
給我一瓢長江水啊長江水
酒一樣的長江水
醉酒的滋味
是鄉愁的滋味
給我一瓢長江水啊長江水
給我一張海棠紅啊海棠紅
血一樣的海棠紅
沸血的燒痛
是鄉愁的燒痛
給我一張海棠紅啊海棠紅
給我一片雪花白啊雪花白
信一樣的雪花白
家信的等待
是鄉愁的等待
給我一片雪花白啊雪花白
給我一朵蠟梅香啊蠟梅香
母親一樣的蠟梅香
母親的芬芳
是鄉土的芬芳
給我一朵蠟梅香啊蠟梅香
〈江湖上〉
一雙鞋,能踢幾條街?
一雙腳,能換幾次鞋?
一口氣,嚥得下幾座城?
一輩子,闖幾次紅燈?
答案啊答案
在茫茫的風裡
一雙眼,能燃燒到幾歲?
一張嘴,吻多少次酒杯?
一頭髮,能抵抗幾把梳子?
一顆心,能年輕幾回?
答案啊答案
在茫茫的風裡
為什麼,信總在雲上飛?
為什麼,車票在手裡?
為什麼,惡夢在枕頭下?
為什麼,抱你的是大衣?
答案啊答案
在茫茫的風裡
一片大陸,算不算你的國?
一個島,算不算你的家?
一眨眼,算不算少年?
一輩子,算不算永遠?
答案啊答案
在茫茫的風裡
〈漂給屈原〉
有水的地方就有龍舟
有龍舟競渡就有人擊鼓
你恆在鼓聲的前方引路
哀麗的水鬼啊你的漂魂
從上游追你到下游那鼓聲
從上個端午到下個端午
湘水悠悠無數的水鬼
冤纏荇藻怎洗滌得清?
千年的水鬼唯你成江神
非湘水淨你,是你淨湘水
你奮身一躍,所有的波濤
汀沚浦蘭流芳到現今
亦何須招魂招亡魂歸去
你流浪的詩族詩裔
涉沅濟湘,渡更遠的海峽
有水的地方就有人想家
有岸的地方楚歌就四起
你就在歌裡,風裡,水裡
〈成都行〉
入蜀
也不用穿棧道
也不用溯三峽
七四七只消一展翼
便掃開千里的灰霾如掃開
半世紀深長的回憶
把我僕僕的倦足
輕輕放下,交給了成都
我入了蜀
辣喉的是紅油
麻舌的是花椒
大麴酒只消一落肚
便掃開歲暮的陰寒如掃開
半世紀貪饞的無助
把我轆轆的飢腸
熊熊燒燙,交給了火鍋
蜀入了我
出蜀
七四七忽然發一聲長嘯
猛撼諸天驚駭的雲層
便赫赫轟轟縱上了青霄
壯烈的告別式
就用如此斷然的手勢
把我拔出這盆地,這天府
把無鳥噪晨無貓叫夜的古都
把無犬吠日也無日可吠的蓉城
把滿城的茶館,火鍋店,標語,招牌,標語
把滿街的自行車,三輪車,貨車,麵的
把法國梧桐,銀杏樹,金黃的秋葉
把草堂,武侯祠,三蘇祠,二王廟
仰不盡的對聯,跨不完的門檻
一炷香自在地上升,流芳了千年
怕什麼風吹呢什麼運動
把樂山的大佛,都江堰的雪水
把峨嵋到玉壘,古今的浮雲
把巴金的童年,李白的背影
把一萬萬巧舌的巴腔蜀調
大擺其龍門陣,不用入聲
滔滔不斷如四川南注長江東流
把三分國,八陣圖,蠶叢的後代
把久別的表親,七日短聚
把送行的蜀人,揮手依依
就這麼絕情地一搖機翼
全都抖落,唉,在茫茫的下方
但一縷鄉思卻苦苦不放
一路頑固地追上了天來
且伴我越大江,凌雲貴,渡海峽
先我抵達了西子灣頭
只待我此岸獨自再登樓
冒著世紀末漸濃的暮色
隔海,隔世,眷眷地回首
泓冠印刷/泓冠有限公司
Tel:(02)8281-4811 / 0915-663198
https://www.hgprint.com.tw/ http://www.deity.org.tw/
email:hgprint4811@gmail.com Line ID:@390bsiaf
#型錄 #目錄 #DM #海報 #書籍 #學報 #期刊 #寶寶日誌 #聯絡簿 #筆記本 #郵簡 #信封 #信紙 #彩盒 #表單 #複寫表單
#產品說明書 #仿單 #/保固書 #保固卡 #電腦報表紙 #吊牌 #吊卡 #布樣吊卡 #邀請卡 #名片 #傳票封面夾/
燙金與打凸壓凹效果
燙金又稱燙印,是以金屬製的鋅凸版或銅凹版做為印刷版,在燙印前先將印刷版加熱,然後在被印物上放置燙金紙,透過熱力將印紋與燙金紙接觸的熱熔膠熔解,固著於被印物上。
燙金雖名為燙金但不表示只能做金色的表現,其因燙金紙的
顏色不同而有金色(又可分紅口金、 黃口金、青口金)、銀色、紅色、綠色、藍色等不同的表現方式。 一般常使用在賀卡、喜帖、名片及高級典藏的精裝書封面上。

一、燙金效果
在包裝盒或書的封面上,透過機器加壓方式,烙上一層金屬色質感之膜,大大提升整體設計質感,文字、圖片皆適用(但有最細限制),除了金、銀、黑、藍色外,有其他多種金屬色可選擇,是製作高質感印刷品的好幫手。
適合產品:書籍封面、精裝型錄封面、酷卡、邀請卡、一般紙盒、精裝盒、伴手禮盒、化妝品盒、3C產品包裝盒
二、打凸壓凹效果
在包裝盒或書的封面上,透過開立模具方式,將想要重點呈現部位以凸起或凹下的方式呈現,增添立體感以及質感
適合產品:書籍封面、型錄封面及內頁、酷卡、一般紙盒、化妝品盒、3C產品包裝盒
泓冠印刷/泓冠有限公司
Tel:(02)8281-4811 / 0915-663198
https://www.hgprint.com.tw/ http://www.deity.org.tw/
email:hgprint4811@gmail.com Line ID:@390bsiaf
#型錄 #目錄 #DM #海報 #書籍 #學報 #期刊 #寶寶日誌 #聯絡簿 #筆記本 #郵簡 #信封 #信紙 #彩盒 #表單 #複寫表單
#產品說明書 #仿單 #/保固書 #保固卡 #電腦報表紙 #吊牌 #吊卡 #布樣吊卡 #邀請卡 #名片 #傳票封面夾/